ایران کاتالیست
فولادسازی به دو روش عمده انجام میشود؛ روش اول را می توان شاخه کوره بلند (BOF-BF) و دیگری را شاخه احیا مستقیم و کوره قوس (DRI-EAF) نامید؛ اگر بخواهیم این دو شاخه را مورد بررسی قرار دهیم، باید گفت که شاخه اول یعنی کوره بلند (BOF-BF) در ایران آن چنان مرسوم نیست و تنها ذوب آهن و چند پلنت دیگر از این روش استفاده می کنند و اکثر فولاد ایران از طریق روش احیا مستقیم و کوره قوس الکتریکی تولید می شود؛ البته پلنت های بالادستی آن هم گندله سازی، کنسانترهسازی و معدن است و پاییندست آن هم پلنت های ریختهگری و نورد و … قرار دارند.
حال اگر بخواهیم کمی جزئیتر شویم، در خود احیا مستقیمها هم دو شاخه داریم، زغالی ها (COAL BASES) و گازی ها (GAS BASES)؛ شاخه ی، زغالی ها هم در ایران آن چنان مرسوم نیستند و سه روش عمده دارند؛ کورههای تونلی، کورههای چرخان یا آراچاف (RHF) و روش دیگر نیز کورههایی شبیه کورههای سیمان اسال/آراِن (SL/RN)؛ این سه روش زغالی احیا مستقیم در ایران بسیار کم مورد استفاده قرار گرفته اند؛ بیشتر احیا مستقیم های زغالی در چین و هند فعالیت می کنند؛ اگر از بخش زغالی احیا مستقیم هم گذر کنیم، به احیا مستقیم های گازی میرسیم که عملا در ایران این نوع را استفاده می کنیم.
حال اگر بخواهیم احیا مستقیم های گازی را بررسی کنیم، باید بگوییم که گس بیسها دو زیرشاخه دارند؛ یک آنهایی که از گاز سنتز استفاده میکنند یعنی گاز احیا را از روش های مختلفی تولید می کنند. آن گاز عملا میتواند از گاز حاصل از باتریهای تولید کک و یا گسیفیکیشنهای زغال تولید شود و به عنوان خوراک وارد احیا مستقیم شود. گروه دیگری از پلنت های احیا مستقیم گازی از گاز طبیعی به عنوان منبع تولید گاز احیا کننده در ریفورمر استفاده می کنند.
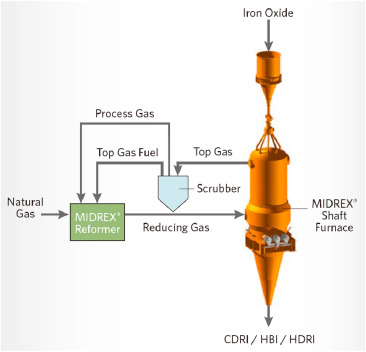
در این پلنتها گاز طبیعی دو استفاده اصلی دارد؛ عمده مصرف آن به عنوان پروسسگس (PROCESS GAS) است؛ یعنی گازی که خوراک واکنشهای ریفورمینگ است و مصرف دیگر آن مصرف گرمایشی است که ریفورمر را گرم و به دمای مناسب میرساند تا واکنشهای ریفورمینگ انجام شوند؛
برای انجام واکنشهای ریفورمینگ در درون لوله های پر شده از کاتالیستِ ریفورمر دو واکنش اصلی داریم؛
CH۴+H۲O=>CO+3H۲
CH۴+CO۲=>۲CO+۲H۲
واکنش اول ریفورمینگ با بخار آب (H2O) و دومی با دیاکسید کربن (CO2) است.
تکنولوژیهای مختلفی برای احیا مستقیم گازی وجود دارند؛ اما سه تکنولوژی عمده داریم؛ البته تکنولوژیهای دیگری نیز بودهاند که به دلیل مسائل مختلف کنار رفته و خیلی مورد استفاده قرار نگرفتهاند. اولین تکنولوژی (HYL) است که اچوایال، اولین تکنولوژی گس بیس محسوب شده و به عنوان مبدع این نوع تکنولوژی مطرح بوده است. البته اولین پلنت اچوایال سال ۱۹۵۷ شروع به کار کرد و در سال ۲۰۰۶ پس از واگذاری به اِنرج آیرون تغییر نام داد.
دومین تکنولوژی میدرکس است که اولین پلنت صنعتی آن در سال ۱۹۶۶ راه افتاد و سومین تکنولوژی نیز PERED است که سال ۲۰۰۶ برای نخستین بار ثبت اختراع شد. PERED یک تکنولوژی ایرانی است که در آلمان ثبت و در بسیاری از کشورهای دیگر هم ثبت جهانی شد و اکنون پنج کارخانه با این تکنولوژی در حال کار هستند.
به دلیل صرفهجویی زیاد انرژی در پلنتهای هات (داغ)، صرفهجویی انرژی زیادی خواهیم داشت. پلنتهای احیا مستقیم دارای چند محصول مختلف است که یکی از متداولترین و قدیمیترین آنها CDRI است که بیشترین تولید ایران نیز از این نوع است. این محصول سرد است و ۴۰ تا ۴۵درجه دما دارد؛ یعنی آهن اسفنجی که در دمای حدود ۸۰۰ درجه سانتیگراد در شفت فرنیس تولید می شود، موقع خروج دمایش به ۴۰ تا ۴۵درجه کاهش می یابد و از کوره خارج میشود.
محصول دوم Hot DRI است که با دمای خروجی ۶۵۰ درجه سانتیگراد از کوره خارج میشود و به چند روش به کوره قوس الکتریکی شارژ میشود؛ یکی از این روش ها هات ترنسفر با نوار نقاله است؛ نوار نقاله خاصی که در دمای ۶۵۰درجه به مشکل برخورد نمیکند و تحت اتمسفر اینرت (نیتروژن) حمل میشود؛ مزیت این روش این است که به جای دمای ۴۰درجه با دمای ۶۵۰درجه سانتیگراد وارد کوره قوس میشود؛ همینجا مشخص است با بازدهی بالای انرژی مواجه هستیم؛
سومین روش دایرکت شارژینگ است؛ کوره قوس الکتریکی مستقیم زیر کوره احیا قرار میگیرد و آهن اسفنجی مستقیم به کوره قوس شارژ می شود که البته روش هایی که لینک مستقیم بین پلنت احیا مستقیم و کوره قوس برقرار می کنند با مشکلاتی نیز مواجه اند که البته راه حل هایی نیز دارد؛ زیرا هرچه دو کارخانه را بیشتر به هم وابسته کنید، مشکلات مربوطه هم بیشتر میشود. زیرا اگر کارخانه دوم به مشکل بر بخورد، کارخانه اول هم به مشکل برمیخورد. بنابراین به همین علت، ترکیبی از محصولات را استفاده میکنند. یعنی با وجود اینکه پلنت میتواند اچدیآرآی را با نوار نقاله به کوره قوس حمل کند همچنان میتواند محصول سرد هم تولید کند. یعنی شما یک انتخاب دارید که میتوانید با اچ دیآرآی شارژ کنید و آهن اسفنجی را با دمای حدود ۶۵۰درجه به کوره قوس انتقال دهید و به هر دلیل که کوره قوس به مشکل برخورد محصول آهن اسفنجی داغ را به سمت بخش کولینگ میبرید و در ناحیه کولینگ که یک مخزن خارج از کوره است، سرد میکنید که البته این ناحیه کولینگ خارج از کوره با تجهیزات دیگری نیز همراه است. در این حالت آهن اسفنجی داغ در خارج از کوره اصلی خنک و محصول به ۴۵درجه می رسد و هنگامی که مشکل فولادسازی یا سایر مسائل حل شود انتقال آهن اسفنجی داغ به کوره قوس از سر گرفته می شود.
البته محصول HBI را نیز نباید فراموش کرد که در صورتیکه مایل به انتقال با کشتی و یا مسافت های بسیار طولانی باشید، گزینه بسیار مناسبی خواهد بود.
جدیدا مباحثی مطرح شده است که متاسفانه ما در ایران در این تکنولوژی عقبتر از بقیه کشورها هستیم. بحث احیا با هیدروژن؛ به دلایل محیط زیستی که در جهان مورد بحث قرار گرفته و تواقفنامه پاریس ۲۰۵۰ هم در همین باره امضا شده، انتشار دی اکسید کربن باید تا سال۲۰۵۰ به شدت کاهش یافته و خنثی شود. یکی از گازهای سنتز که در بالا اشاره کردیم میتواند هیدروژن باشد؛ این تکنولوژی، تکنولوژی پاک است؛ اهمیت این موضوع آن قدر زیاد است که قراردادهای مختلفی برای ساخت احیا مستقیم با هیدروژن در اروپا در حال عقد و انجام پروژه هستند.
سوال این است که هیدروژن چگونه تولید می شود. در حال حاضر در جهان، غالبا برای تهیه هیدروژن از استیم ریفورمینگ استفاده میکنند؛ در استیم ریفورمینگ، هیدروژن تولید میشود اما خود تولید هیدروژن از هیدروکربنها پاک نیست و خود این موضوع با مشکلات انتشار CO2 مواجه است؛ هیدروژن و به تبع آن فولاد تولید شده میتواند یا گِرِی یا خاکستری باشد که یعنی هیدروژن آن از روش استیم ریفورمینگ هیدروکربن ها تولید شده باشد و یا تولید فولاد از روش بلو (آبی) باشد. فولاد بلو یعنی در طی فرآیند، دی اکسید کربن تولید می گردد اما این دی اکسید کربن گرفته شده و ذخیره می شود و به صنایع دیگر جهت استفاده داده می شود؛ فولاد گرین (سبز) آن است که شما فولادسازی به روشی دارید که همه چیز بدون تولید و انتشار دی اکسید کربن باشد و از ابتدا انرژی که تولید کرده اید از خورشید، باد و سایر انرژیهای تجدید پذیر گرفته شده است. و از طریق این انرژی پاک، هیدروژن نیز به روش الکترولیز آب و کاملا پاک تولید می شود.
در حال حاضر حرکت اروپا به سمت تکنولوژی سبز است. در تمام شفت فِرنیسها واکنش یکسانی انجام میشود و همیشه هماتیت به آهن فلزی تبدیل میشود؛ هماتیت همان Fe2O3 است که در واکنش با احیا کننده ها به آهن فلزی تبدیل می شود. دو واکنش زیر برای احیای اکسید آهن به آهن فلزی مورد نظر قرار می گیرند:
Fe2O3 + 3H2 => 2F2 + 3H2O
Fe2O3 + 3CO => 2F2 + 3CO2
تفاوتهای این تکنولوژیها
در تمام کورههای شفت فرنیس گازی همین واکنش ها انجام میشود. در این سه تکنولوژی واکنش ها یکسان هستند. پس چه چیزی متفاوت است؟ درست است که واکنشهای اصلی یکسان است ولی هر یک از این تکنولوژیها، اختلافهایی با بقیه دارند. اچوایال به عنوان مبنا و اولین تکنولوژی است. میدرکس پس از آن با تغییراتی تکنولوژی خود را ایجاد کرد و PERED نیز بعدا با اعمال اصلاحات و تغییراتی به ثبت جهانی تکنولوژی PERED دست یافت. بزرگترین اختلاف اچوایال با بقیه این است که فشار در تکنولوژی اچوایال بسیار بالاتر است و در فشار زیر ۸بار کار می کند اما میدرکس در فشار حدود اتمسفریک کار میکند و تکنولوژی PERED فشارش کمی بالاتر از میدرکس است.
تفاوت عمده دیگری که در این تکنولوژی ها داریم این است که اچوایال، در سیلینگ(آب بندی) ورودی و خروجی کوره، از روش مکانیکال استفاده می کند. در حالی که دو تکنولوژی دیگر از آببندی دینامیک استفاده میکنند. یعنی در تکنولوژی اچوایال انتقال خوراک ورودی به کوره مکانیکی است زیرا کوره تحت فشار است و ورود و خروج باید با مخازن ایزوله انجام شود. اما در تکنولوژی میدرکس و پرد دینامیک سیلینگ داریم؛ یعنی شارژینگ و تخلیه کوره همزمان و پیوسته اتفاق میافتد و از طریق به کار بردن سیل گس گاز بیرون نمیزند و سیل گس به بخش بالا و پایین کوره تزریق میشود (شبیه پرده هوا). تفاوت دیگر در سیستم ریفورمینگ است که در تکنولوژی اچ وای ال غالبا از استیم ریفورمینگ استفاده می شود ولی در دو تکنولوژی دیگر ریفورمر تعادلی به کار گرفته می شود که البته استفاده از نوع های دیگر ریفورمر در سایر تکنولوژی ها نیز عملی است. سیستم حذف دی اکسید کربن و وجود هیتر و غیره نیز از تفاوت هایی است که به دلیل نوع ریفورمینگ و عدم برگشت گاز ضروری شده است. البته به دلیل همین سیستم حذف دی اکسید کربن این تکنولوژی به فولاد بلو (آبی) نزدیکتر است.
در تکنولوژی PERED استیم (بخار) هم در گاز ورودی ریفورومر تزریق می شود؛ باید توجه داشت که پتنت اصلی این تکنولوژیها عمدتا بر روی خود کوره است نه سایر بخشهای کارخانه.


دستیار هوش مصنوعی




دیدگاهتان را بنویسید