ایران کاتالیست
کاتالیست فولادی که با نام های کاتالیست آهن اسفنجی یا کاتالیست احیا مستقیم آهن یا DRI یا Direct Reduction of Iron شناخته می شود یکی از مهمترین مواد اولیه در تولید آهن اسفنجی است که باعث کاهش مصرف انرژی در واحدهای فولادی می شود.
اگر بخواهیم خواص و مشخصات تعیین کننده یک کاتالیست صنعتی را بیان کنیم میتوان به فاکتورهایی چون فعالیت کاتالیست (میزان محصول تولید شده به ازای هر مول کاتالیست در واحد زمان)، گزینشپذیری کاتالیست (میزان مول محصول تولیدشده به میزان مول واکنشگرهای تبدیل شده در جریان واکنش سنتز)، عمرکاتالیست، بازیابی آسان کاتالیستهای مستعمل، سمیبودن کاتالسیت و قیمت کاتالیست اشاره نمود؛ که فعالیت بالاتر کاتالیست سبب افزایش مقدار تولید محصولات، کاهش حجم رآکتور و شرایط معتدلتر و ملایمتر واکنش میشود. همچنین مقادیر بالاتر گزینشگری سبب کاهش هزینههای مربوط به جداسازی و خالصسازی محصول شده و عمر بالاتر کاتالیست سبب کاهش هزینههای تولید کاتالیست و کاهش هزینههای مربوط به زمانهای ازدسترفته، به جهت تعویض کاتالیست میشود. شایان ذکر است که بازیابی راحتتر کاتالیستهای مستعمل، سبب افزایش عمر و کاهش مشکلات مربوط به مصرف آنها میشود، که میزان سمیبودن پایین کاتالیست نیز سبب سهولت در حمل و نقل و امحاء کاتالیستهای مستعمل میشود.
از اینرو مشاهده می گردد که تولید کاتالیست از فاکتورها و پارامترهای فراوانی برخوردار است که این محصول را در زمره محصولات با تکنولوژی پیشرفته و در دسته نانو موادها قرار می دهد.
از نگاهی دیگر طراحی کاتالیست بر مبنای ترکیب بهینهای از خواص مستقل مکانیکی، شیمیفیزیکی و کاتالیستی آن است. مثلاً، فعالیت کاتالیست با افزایش تخلخل (بهبود دسترسی به واکنشدهندهها) و مساحت سطحBET (افزایش سطحِ در دسترس برای واکنش)، افزایش مییابد. حال آنکه افزایش در میزان تخلخلهای کاتالیست (حفرههای بزرگتر از ۵۰ نانومتر)، به کاهشِ مساحت سطح ویژه و همچنین کاهش در مقاومت مکانیکی کاتالیست میانجامد. بنابراین برای طراحی کاتالیست مناسب، باید بهینهسازی بین خصوصیات ذکرشده انجام پذیرد.
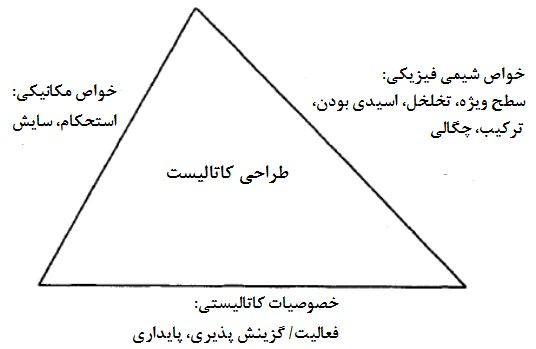
مفاهیم سهگانه برای طراحی کاتالیست
تأثیر میزان تخلخل کاتالیست بر فعالیت و مقاومت مکانیکی
در خصوص تأثیر میزان تخلخل کاتالیست بر فعالیت و مقاومت مکانیکی نیز می توان گفت که افزایش در میزان تخلخل تا حدود ۵/۰، سبب افزایش در میزان فعالیت کاتالیست میشود و افزایشِ بیشتر آن، تأثیر منفی بر روی فعالیت دارد، که بهدلیل غالبشدن تأثیر منفی، کاهش در میزان سطح ویژۀ کاتالیست با افزایش در میزان تخلخل آن است. علاوه بر این، افزایش در میزان تخلخل، سبب کاهش در مقاومت مکانیکی کاتالیست میشود و افزایش تخلخل، به بیشتر از ۵/۰، استحکام غیر قابلقبول قطعه را به همراه دارد.
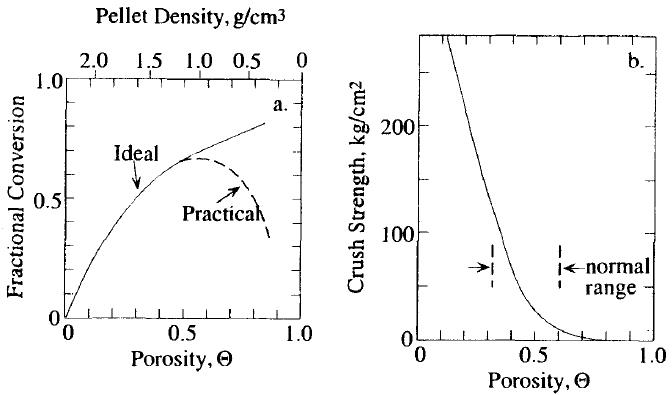
تأثیر تخلخل بر فعالیت و مقاومت مکانیکی کاتالیست
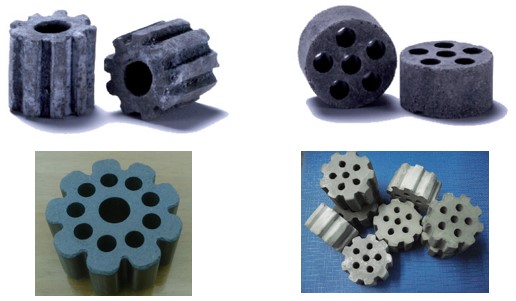
از اینرو می توان نتیجه گرفت که طراحی شکل و قالب کاتالسیت یکی از مهمترین فاکتورهای تولیدی این مصحول High Tech میباشد، به طوری که فاکتورهای متعددی از قبیل نسبت سطح به حجم، افت فشار، مقاومت مکانیکی و هزینۀ تولید در آن مورد توجه قرار میگیرد.
شایان ذکر است که در خصوص کاتالیستهای احیای مستقیم آهن، هرچه فعالیت کاتالیست بالاتر باشد، دیوارۀ تیوبهای ریفورمر خنکتر خواهد شد. همانطور که در صنایع فولادسازی مشاهده می کنیم شکل کاتالیستها از حالت رینگی ساده که در گذشته از آنها استفاده می شد به سمت شکلهای پیچیدهتر که فعالیت بالاتری دارند، تغییر پیدا کرده است. علت اصلی این تغییر شکلها، افزایش سطح به حجم کاتالیست است. این تغییر شکل، به کاهش دمای تیوبهای ریفرمر تحت شرایط کاری یکسان خواهد انجامید.
اندازه و شکل کاتالیست ها روی مشخصههای انتقال حرارت و افت فشار آن تأثیر میگذارد. در ریفرمینگ استوکیومتری (واکنش شیمیایی در واحدهای ریفرمر فولادی)، کاتالیست با اندازههای همگن با قطر متوسط ۵/۰ تا ۱/۰ قطر لوله بهترین وضعیت برای کاتالیست فعال را دارد. افت فشار با افزایش ابعاد کاتالیست، همگنبودن اندازهها و شکل کاتالیست در ارتباط است. کاتالیستهای اولیۀ فرایند احیای مستقیم آهن بدون شکل مشخص و مانند کلوخه متخلخل بوده است. مشکلات کاتالیستهای اولیه، مواردی از قبیل درصد نیکل پایین، تشکیل کربن و تفاوت دمای تیوبها با یکدیگر به دلیل شکل غیریکنواخت کاتالیست بود.
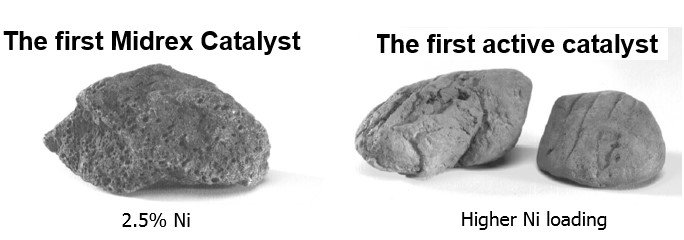
کاتالیستهای مورداستفاده در فرایند میدرکس و پرد (از ابتدا تا کنون)
توسعۀ کاتالیستهای احیای مستقیم آهن
در توسعۀ کاتالیستهای احیای مستقیم آهن، بیشترین تغییرات روی شکل کاتالیست مربوط به کاتالیست فعال بوده و تغییرات اساسی روی شکل کاتالیست نیمهفعال انجام نشده است، زیرا نیازی به افزایش فعالیت کاتالیست نیمهفعال وجود ندارد. در صورت افزایش فعالیت کاتالیست نیمهفعال، بستر کاتالیست سرد میشود و امکان تشکیل کربن افزایش مییابد.
درخصوص مشکلات در زمان عملکرد میتوان گفت که یکی از مشکلات کاتالیستها، خردشدن آنها در حین سرد و گرم شدن ریفرمر است که پس از راهاندازی ریفرمر، به دلیل گرما، حجم تیوبها افزایش مییابد و در نتیجه کاتالیست درون تیوب نشست میکند. در هنگام سردکردن ریفرمر، ابعاد تیوب دوباره کاهش مییابد و درنتیجه باعث فشار به کاتالیست و خردشدن آن میشود.
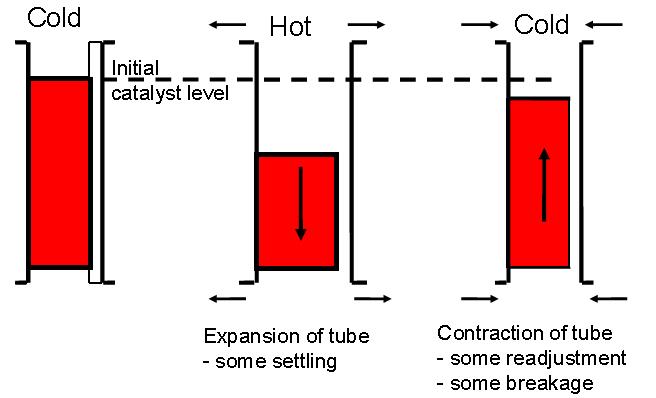
خردشدن و نشست کاتالیست در اثر گرم و سرد شدن ریفرمر
همچنین در خصوص عوامل مهم در هنگام طراحی کاتالیست باید اشاره کرد که یکی از مهمترین عوامل موثر هنگام طراحی کاتالیست، اثر مشخصات کاتالیست بر میزان افت فشار نسبی درون تیوبهای ریفرمر است. کاتالیستی که مشخصات شکست مناسبی ندارد، ذرات خردشدۀ بیشتری تولید میکند و در نتیجه اختلاف فشار نسبی بیشتر افزایش مییابد.
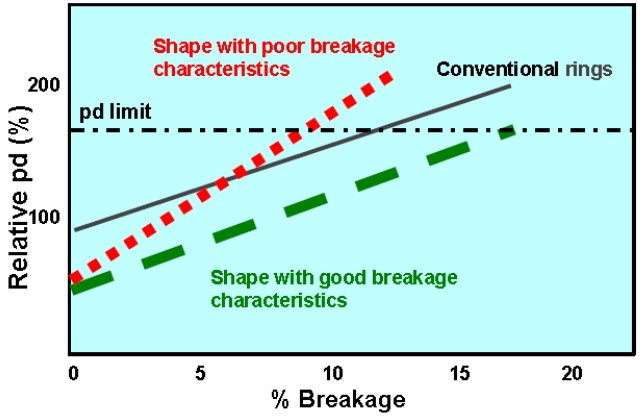
اثر مشخصات شکست کاتالیست بر میزان خردایش و اختلاف فشار نسبی تیوب
مشخصات شکست قطعات کاتالیستهای مورداستفاده در احیای مستقیم آهن، نقش مهمی در چگونگی کارکرد ریفرمر در مدتزمان طولانی دارد. یک کاتالیست احیای مستقیم آهن با مشخصات شکست خوب، در صورت شکستهشدن، به قطعاتی تبدیل میشود که خیلی سبب افزایش افت فشار در داخل تیوب نمیشود. حال آنکه یک کاتالیست با مشخصات شکست نامناسب میتواند در صورت شکستگی، سبب افزایش افت فشار در داخل ریفرمر شود.

مشخصات شکست کاتالیستهای احیای مستقیم آهن
تولید کاتالیست از جمله صنایعی است که مراحل شکلدهی و پخت در فرآیند تولید آن بسیار مهم است در ایران نیز قبلا کاتالیستهای خنثی، نیمهفعال و فعال به روش اکسترودر تولید میشد، ولی با دستیابی به تکنولوژی برتر و کسب دانشفنی روش شکلدهی پرسی، تولید کاتالیست ها دیگر از اکسترودری به پرسی شیفت پیدا کرد و نسل جدیدی از کاتالیست ها به صنعت معرفی گردید.
در روش تولید اکسترودری باید مقداری رطوبت تولید کرد که این رطوبت به هنگام خروج، میکروترکها ایجاد میکند که باعث شکسته شدن جسم و خرد شدن کاتالیست میشود، لذا این اولین مزیت تولید کاتالیست به روش پرسی است.
همچنین در روش اکسترودری به هنگام شکلدهی باید موادی به عنوان چسب به آن اضافه شود. این چسبها حاوی ناخالصیهایی نظیر سیلیس است که در فرایند، بسیار مضر است و در دماهای بالا قادر است آسیبهایی به کاتالیست وارد کند، اما در روش پرسی از چنین افزودنی هایی استفاده نمیشود و مواداولیه کاتالیست تحت شرایط عملیاتی پرس میگردد. بنابراین ناخالصی اجباری در سیستم وجود ندارد.
برخورداری از شیارهای منظم در کاتالیست های جدید پرد، منجر به عدم مواجه با پلیسههای برش مانند روش اکسترودری می گردد. مساله مهمی که دستاورد مهمی در تولید کاتالیست به روش پرسی می باشد.
همچنین سطح فیزیکال بالا، طولانی شدن زمان مصرف و عمر کاتالیست، افزایش تماس گاز با کاتالیست، جلوگیری از ترکخوردگی در کاتالیستها به هنگام مواجه با رطوبت، عدم استفاده از مواد افزودنی به عنوان چسب در تولید کاتالیست، عدم اضافه شدن ناخالصی اجباری به سیستم و… از جمله دیگر مزیتهای محصولات جدید و تولید به روش پرسی می باشد.
اصولا هر چهارسال یکبار به دلیل خوردگی و مسدود شدن مسیر خروجی گاز کاتالیستها را تعویض میکنند، اما در روش پرسی به دلیل عدم خرد شدن کاتالیست نیاز کمتری به تعویض وجود دارد و لذا طول عمر کاتالیست افزایش مییابد اما در روش اکسترودری با کمترین تغییرات دما، کاتالیست خرد میشود و افت فشار را تغییر میدهد.
همچنین در زمانی که تعمیرات و اورحال های اساسی رخ میدهد کاتالیستها به دلایلی چون زینترنیگ، حالت گل به خود میگیرند و کلوخه شده و به تیوپ ریفرمر میچسبند و از آنجایی که تیوپها بسیار گرانقیمت هستند، این روش (پرسی) مانع از آسیب تیوپ ریفرمرها میشود.
این مطلب چطور بود؟ نظر خود را با ما در میان بگذارید.


دستیار هوش مصنوعی



دیدگاهتان را بنویسید